Способы базирования заготовок приспособлением - Способы установки заготовок в приспособлении

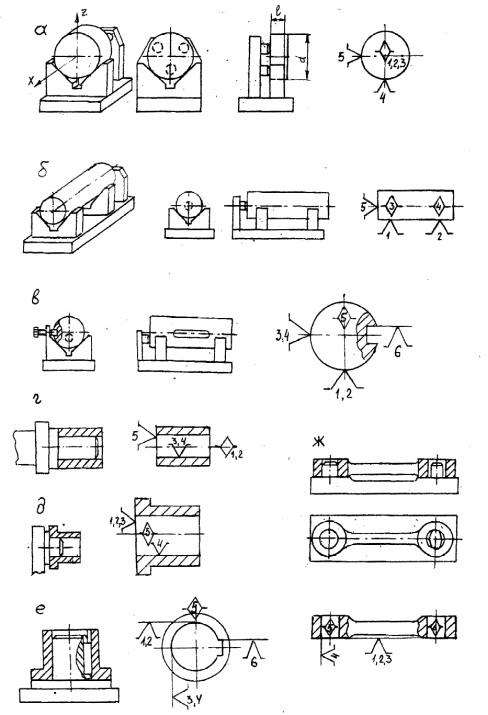
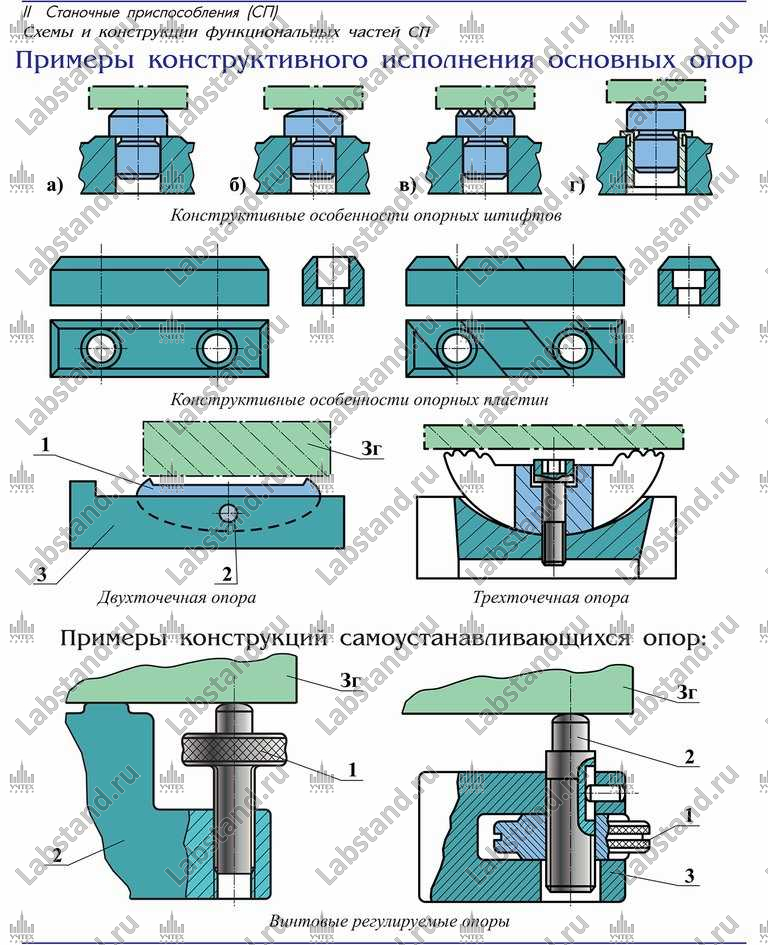
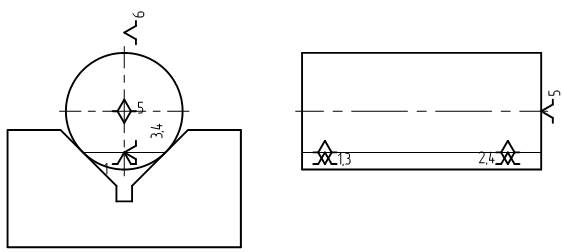
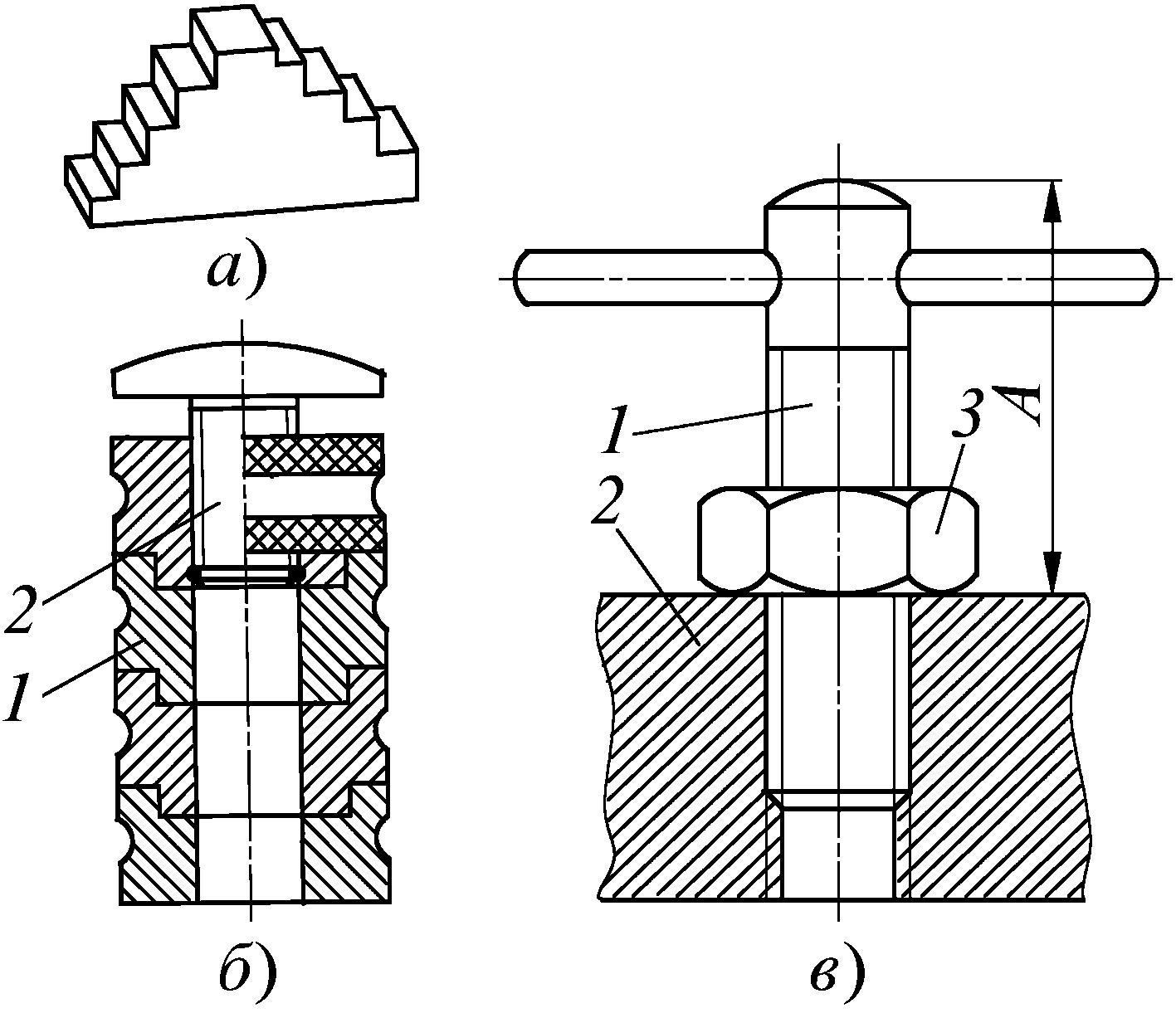
Установочные элементы приспособлений
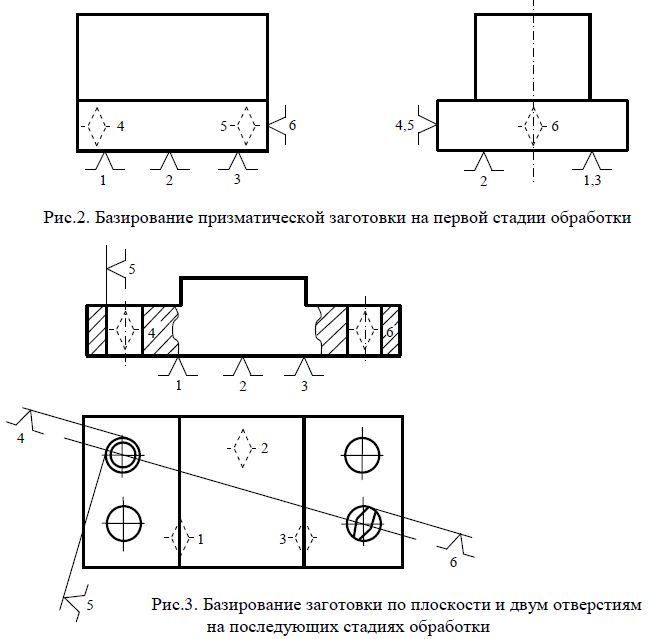
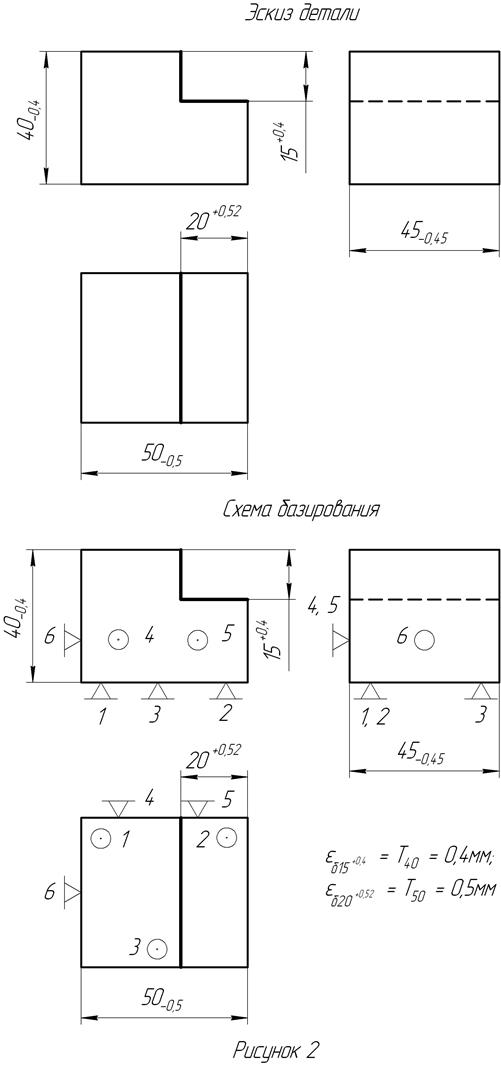
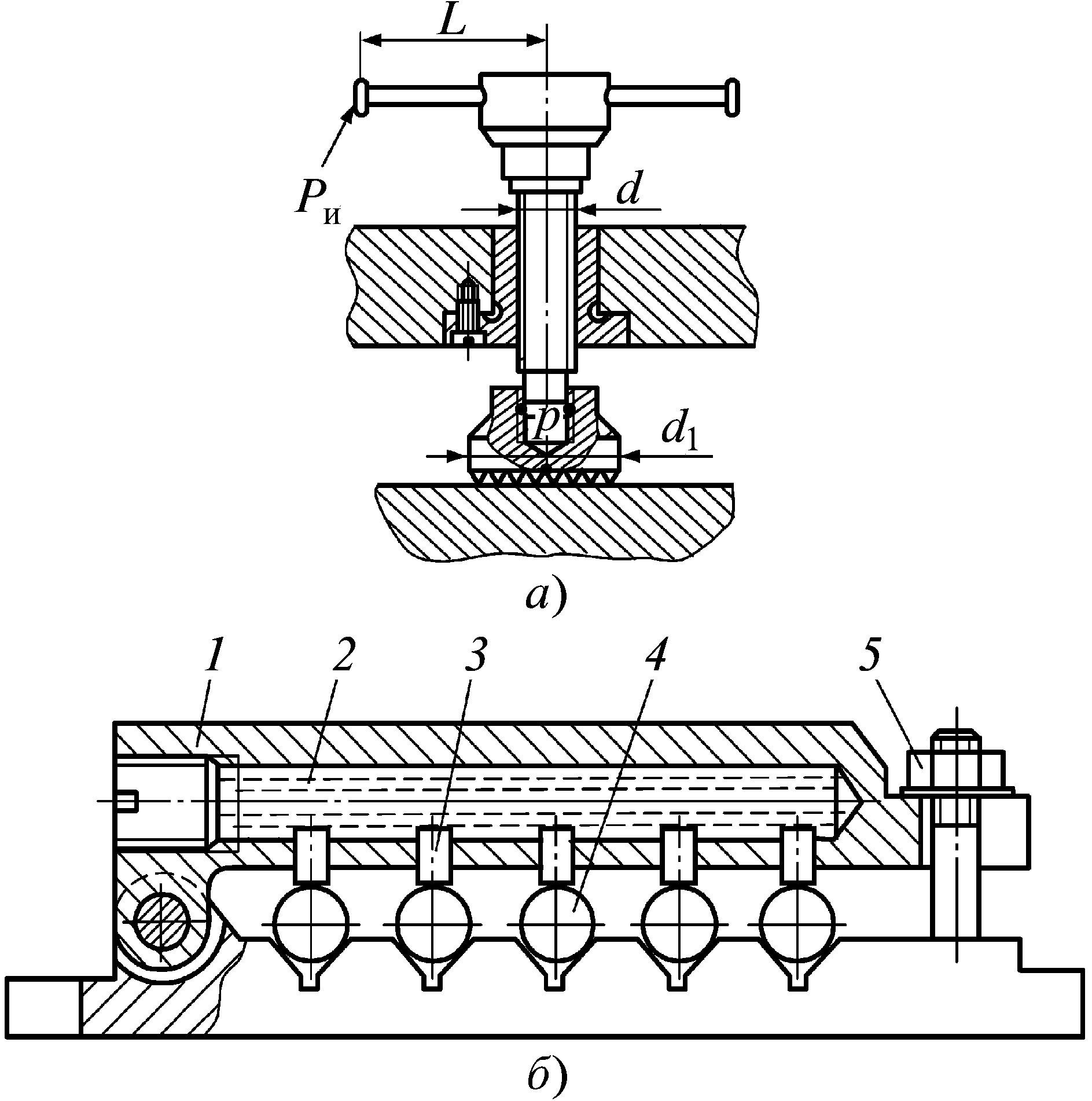
Базирование заготовок на приспособлении по двум отверстиям и плоскости, перпендикулярной осям отверстий, используется очень широко при механической обработке корпусов, плит, фланцев и др. Существует способ установки заготовок по двум цилиндрическим отверстиям и плоскости при помощи пластин и двух разжимных самоцентрирующих пальцев [1]. При установке заготовки на плоскость и два отверстия возникают погрешности конструкторских размеров. Теоретическая схема базирования представлена на рис. На плоскости расположены три опорные точки 1, 2, 3, которые представляют установочную базу. В качестве направляющей базы используют ось двух цилиндрических поверхностей, представленной точками 4 и 5 или образующими этих отверстий, представленными точками 41 и









Погрешности неизбежно возникают в процессе изготовления деталей машин. Это обусловлено неточностями, сопровождающими любой производственный процесс. В самом начале разработки конструкций машин и механизмов конструктор, учитывает будущие отклонения размеров деталей в процессе производства. Он назначает допуски на изготовление деталей, то есть определяет верхние и нижние пределы размеров детали.



При выборе типов приспособлений, которые устанавливают на обрабатывающие центры с ЧПУ , кроме обычных требований обеспечения заданного положения заготовки на станке, надежного ее закрепления, удобства и безопасности установки заготовок, необходимо выполнить и дополнительные:. Потери времени на установку и снятие заготовок можно полностью исключить из цикла работы станка, если использовать двухпозиционную обработку. Пока на одной позиции стола станка ведется обработка заготовки, на второй позиции устанавливают и закрепляют следующую заготовку.


Похожие статьи
- Рецепт засолки скумбрии с чайной заваркой - Как засолить скумбрию. Засолка скумбрии 3 способами
- Что носить чтобы быть женственной - 70 способов стать женственнее
- Композиции из камней калина установка птф своими руками - Сад камней своими. - fo
- Как излечить грибок на ногах в домашних условиях - Современные способы лечения грибка ногтей на нога